与均质的金属材料(Material)相比,碳纤维复合材料是由增强材料和基体构成的非均质材料,而且增强材料和基体的导热性、热膨胀系数等物理性能和力学性能均有很大的差别。因此它在切削过程(guò chéng)除了受到基体和增强基材料特性的影响(influence)外,还受到增强基的取向分布等因素影响,切削过程极为复杂,给加工带来了非常多困难。
123,123
70年代以前,碳纤维复合材料(Material)的加工基本上沿用金属材料的加工刀具和切削工艺,但是后来遇到越来越多的问题(Emerson),如刀具快速磨损(零部件失效的一种基本类型)、钻孔分层等。
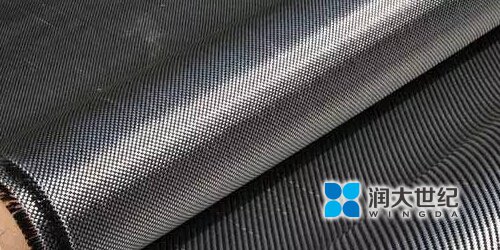
碳纤维制品由于碳纤维拥有极高的材质特性,因此碳纤维制品的强度大,硬度高,远超过同体积同重量的金属材质。因此,碳纤维制品在航空、航海、军工等高科技工业领域有着广泛的应用。碳纤维复合材料此前世界上碳纤维技术发达的国家(美国、德国、日本、韩国),对于向中国输出碳纤维产品和技术,保持着极其谨慎的态度。即使在目前,我国碳纤维以及碳纤维制品的进口,还受到发达国家的严格控制。这些问题(Emerson)的出现给碳纤维复合材料的加工提出了新的课题,70年代后国际上陆续发表了一些有关复合材料加工的论文,早期的碳纤维复合材料加工技术的研究是塑料加工的延伸。80年代,Miner和Mackey在研究了两相复合材料切削工艺的复杂性后指出不仅要更新刀具概念,而且也需要改进切削工艺,这开始成为国内外学者研究的重要方向。
copyright 123456 目前,提高碳纤维复合材料(Material)切削加工质量的方法主要有以下几种:
1、控制(control)切削参数。碳纤维复合材料此前世界上碳纤维技术发达的国家(美国、德国、日本、韩国),对于向中国输出碳纤维产品和技术,保持着极其谨慎的态度。即使在目前,我国碳纤维以及碳纤维制品的进口,还受到发达国家的严格控制。在切削碳纤维复合材料(Material)时,分层的大小与平均轴向力存在着线形或分段线性的定量关系。轴向力是随进给量或进给速度的增加而增加的。所以在钻削碳纤维复合材料时,可以通过(tōng guò)改变进给量或进给速度,把轴向力控制在一定范围(fàn wéi)内,从而保证孔的加工质量。
2、选择(xuanze)合适钻型。碳纤维手机壳是一种含碳量在95%以上的高强度、高模量纤维的新型纤维材料。它是由片状石墨微晶等有机纤维沿纤维轴向方向堆砌而成,经碳化及石墨化处理而得到的微晶石墨材料。钻削碳纤维复合材料(Material)尽量选择合适的钻型。减小横刃的长度,增加钻头切削部分的后角,提高切削刃的锋利性。钻削碳纤维复合材料用钻尖应具有一定的刃倾角,且刃倾角为负值,可以有效防止孔加工缺陷的出现。
123456 3、采取合理的工艺。碳纤维复合材料此前世界上碳纤维技术发达的国家(美国、德国、日本、韩国),对于向中国输出碳纤维产品和技术,保持着极其谨慎的态度。即使在目前,我国碳纤维以及碳纤维制品的进口,还受到发达国家的严格控制。在加工精度比较高的情况(Condition)下,钻孔后采用铰孔工艺或金刚石磨头磨孔,能有效的降低孔的表面粗糙度和提高孔的圆度。为了防止孔出口撕裂,在实际的加工中大多采用构件加强法。
掌握高精度的碳纤维复合材料(Material)切削加工工艺,并拥有先进的纤维增强复合材料板材、管材、模压、热压罐、数控加工等生产线,为高性能碳纤维复合材料制品生产提供了完善的软硬件设施(shè shī)。碳纤维数控精雕刻(是雕、刻、塑三种创制方法的总称)加工




 润大世纪为您提供高品质的碳纤维及凯夫拉成型产品!
润大世纪为您提供高品质的碳纤维及凯夫拉成型产品!













