碳纤维复合材料(CFRP)比强度和比刚度高,具有可设计性、可成形性强,抗疲劳断裂性能好以及便于大面积整体成形等特性。因此,CFRP在飞机制造业中应用越来越广泛,如法国战机“阵风”CFRP用量约为24%、英国战机“台风”(EP2000)CFRP用量约为40%。而近年来CFRP在B787上的用量甚至占到结构总量的50%左右[1]。随着复合材料应用的日益广泛,二次机械加工越来越多,尤其是在碳纤维增强复合材料的零件与其他零部件装配连接时,不可避免地要进行大量孔加工。例如,一架F-16战斗机有4万个连接孔,一架波音747飞机有300多万个连接孔[2]。但是,碳纤维的高硬度,使刀具磨损加快,刀具耐用度低;另外,CFRP各向异性,层间强度低,切削时在切削力的作用下容易产生分层、撕裂等缺陷,并且钻孔时尤其严重,加工质量难以保证,严重的甚至导致零件报废。据飞机在最后组装时的统计,钻孔不合格率要占全部报废零件的60%以上[3]。在钻削加工中,硬质合金麻花钻头作为一种传统的、经济有效的刀具仍然存在于生产领域。但在新型材料加工方面,硬质合金麻花钻头存在着耐用度偏低、出入口质量无法保证等瓶颈[1]。台湾学者C.C.Tsao 等[4-5]提出了使用金刚石刀具进行钻孔,将金刚石刀具引入复合材料加工中,以期提高刀具寿命,并获得更好的孔质量。而用钎焊方法将金刚石磨粒固结在金属基体上,能大幅度改善和提高磨料界面结合强度,使金刚石刀具具有高耐磨性[6]。本文以CFRP材料为研究对象,使用钎焊金刚石套料钻和硬质合金麻花钻进行钻削加工试验,并对比2种钻头加工孔的质量和钻头磨损形貌,目的在于探讨钎焊金刚石套料钻加工CFRP材料的适用性。
123456
 试验方案
试验方案
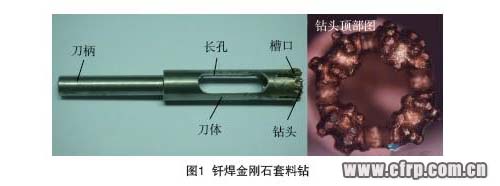
试验所用的CFRP 材料,其基体材料是AG-80型树脂,增强体是T300型碳纤维,板厚3.6mm。刀具为钎焊金刚石套料钻和整体硬质合金麻花钻,其中,钎焊金刚石套料钻是自行研制的,其结构如图1所示。刀具由刀柄、刀体、长孔、钻头、槽口构成,其中基体材料为45钢。为了便于取出废料,在刀体侧壁上开了一长孔;为方便排屑,防止切屑聚集堵塞,在钻头顶部开了4个槽口。钻头部分,金刚石粒度为40/45目(425~355μm), 有序排列在基体上,钻头外径为6mm,壁厚1.1mm。金刚石与基体材料是利用高温钎焊工艺实现结合,即采用Ag-Cu-Ti 钎料,在真空炉中钎焊,钎焊温度920℃,保温5min。
钻削加工参数如表1所示。每组参数重复试验3次,对钻削力取平均值。
copyright 123456

钻削试验平台包括机床(HG410数控雕铣机床)、测力仪、垫板、夹具、计算机等。HG410 数控雕铣机床,可实现自动进给高速钻削,最低转速3000r/min,最高转速24000r/min。测力系统由PCB260A01测力仪、NIUSB-9162数据采集卡以及“切削加工测试与分析系统”软件组成。孔的出入口形貌和钻头磨损形貌均采用Hirox KH-7700三维视频显微镜进行观察。
 试验结果与分析
试验结果与分析
1 孔出入口质量
碳纤维复合材料钻孔时,在入口以及出口处是缺陷最容易发生的部位[7]。试验中分别采用硬质合金麻花钻和钎焊金刚石套料钻进行加工CFRP层合板,对比2种刀具加工孔的出入口质量,探讨了钎焊金刚石套料钻钻削CFRP材料的适用性。
123456
图2为硬质合金麻花钻加工孔的入口和出口形貌。如图2所示,入口形状规则、无毛刺,但出现较大撕裂缺陷,质量较差;出口形状规则,无毛刺,但出现小范围崩边,质量较好。图3为钎焊金刚石套料钻加工孔的入口和出口形貌。如图3所示,入口形状非常规则、无毛刺、无撕裂,质量较优;出口形状规则、无毛刺,但部分区域出现撕裂和崩边缺陷,质量较差。

对比分析发现,钎焊金刚石套料钻加工孔的入口质量明显比硬质合金麻花钻好,但出口质量不如后者。入口处,由于钎焊金刚石套料钻的金刚石磨粒切削刃很短,在磨粒同时切入材料的时候,产生的面外剪切应力较小,不易使纤维层被掀起而产生撕裂缺陷;而硬质合金麻花钻切削刃较长,当钻头切入材料时,主切削刃外侧正前角部分对表层材料有一较大的面外剪切应力,导致表层材料被掀起从而产生撕裂现象;但在出口处,由于钎焊金刚石套料钻从钻入层合板到钻出层合板,其钻削力是从零急速增加到最大,保持稳定后,急速降为零。因此在钻削底层纤维时,材料抵抗拉应力变形的能力很弱,而钻削力并未减小,大于此时材料的层间强度,故容易产生撕裂缺陷。对于硬质合金麻花钻,其切削刃较长,在出口处参与切削的切削刃长度逐渐减小,钻削力也逐渐变小,因此会产生相反的效果。
copyright 123456
图4为不同进给速度vf下硬质合金麻花钻加工孔的入口形貌图。从图4(a)~(c),进给速度分别为300mm/min、240mm/min及150mm/min,孔入口形貌分别为出现较大撕裂、有崩边无撕裂、无缺陷。由此可见,硬质合金麻花钻加工CFRP 时,进给速度240mm/min 为一个临界值,当进给速度大于该值时,将会出现撕裂缺陷;当进给速度小于该值时,无撕裂产生,得到好的孔入口质量。

图5 为不同进给速度vf 下钎焊金刚石套料钻加工孔的出口形貌图。从图5(a)~(c),进给速度分别为480mm/min、360mm/min 及300mm/min,孔入口形貌分别为出现较大撕裂、有崩边无撕裂、无缺陷。如图5所示,钎焊金刚石套料钻加工CFRP时,临界进给速度为360mm/min。

综上所述,钎焊金刚石套料钻加工孔的出入口出现撕裂缺陷的临界进给速度比硬质合金麻花钻大。因此,在保证孔质量的前提下,钎焊金刚石套料钻具有更高的加工效率。
本文来自123

2 钻头磨损
CFRP材料难加工特性之一就是刀具磨损严重,刀具耐用度低。图6为硬质合金麻花钻磨损前后的形貌图。从图中可以明显看到,硬质合金麻花钻的前刀面出现严重的崩刃和磨损。另外,主切削刃和副切削刃及横刃都出现不同程度的磨损和崩刃。图7为钎焊金刚石套料钻磨损前后的形貌。如图7(b)所示,钻头上的金刚石磨粒均未出现脱落现象,只是钻头断面内侧倒角处的钎料被磨掉很多。这是因为试验所用钎焊金刚石套料钻是利用高温钎焊工艺使金刚石与基体材料实现结合的,由于此高温钎焊技术实现了金刚石、钎料和金属基体界面上的化学冶金结合[8], 因此该钻头上的金刚石磨粒具有高结合强度和耐磨性。
 123456
123456
硬质合金麻花钻的耐磨性较差,使用寿命较短。而钎焊金刚石套料钻的耐磨性较强,使用寿命较长,是加工CFRP 材料良好刀具。
结束语
(1)钎焊金刚石套料钻加工孔的入口质量比出口质量好,硬质合金麻花钻入口质量比出口质量差。钎焊金刚石套料钻加工孔出现撕裂缺陷的临界进给速度比硬质合金麻花钻大。因而,钎焊金刚石套料钻具有更高的加工效率。
(2)钎焊金刚石套料钻比硬质合金麻花钻具有更强的耐磨性,是加工CFRP材料的良好刀具。本文共有参考文献8篇,因篇幅所限,未能一一列出,读者如有需要,请向本刊编辑部索取。(责编 岭雾)




 润大世纪为您提供高品质的碳纤维及凯夫拉成型产品!
润大世纪为您提供高品质的碳纤维及凯夫拉成型产品!













